一、什么是灌封? 灌封(灌膠)就是將聚氨酯灌封膠、有機(jī)硅灌封膠、環(huán)氧樹脂灌封膠用設(shè)備或手工方式灌入裝有電子元件、線路的器件內(nèi),在常溫或加熱條件下固化成為性能優(yōu)異的熱固性高分子絕緣材料,從而達(dá)到粘接、密封、灌封和涂敷保護(hù)的目的。
 二、灌封的主要作用?
二、灌封的主要作用? 灌封的主要作用是: 1)強(qiáng)化電子器件的整體性,提高對外來
沖擊、震動的抵抗力; 2)提高內(nèi)部元件與線路間的
絕緣性,有利于器件小型化、輕量化; 3)避免元件、線路的直接暴露,改善器件的
防水、防塵、防潮性能; 5)傳熱導(dǎo)熱;
三、3種灌封膠的優(yōu)缺點?
1)環(huán)氧樹脂灌封膠

環(huán)氧樹脂灌封膠多為硬性,固化后和石頭差不多硬,很難拆掉,具有良好的保密功能,但也有少部分為軟性。普通的耐溫在100℃左右,加溫固化的耐溫在150℃左右,也有耐溫在300℃以上的。有固定、絕緣、防水、防油、防塵、防盜密、耐腐蝕、耐老化、耐冷熱沖擊等特性。常見的有環(huán)氧灌封膠有:阻燃型、導(dǎo)熱型、低粘度型、耐高溫型等。
優(yōu)點:對硬質(zhì)材料粘接力好,具有優(yōu)秀的耐高溫性能和電氣絕緣能力,操作簡單,固化前后都非常穩(wěn)定,對多種金屬底材和多孔底材都有優(yōu)秀的附著力。
缺點:抗冷熱變化能力弱,受到冷熱沖擊后容易產(chǎn)生裂縫,導(dǎo)致水汽從裂縫中滲入到電子元器件內(nèi),防潮能力差。并且固化后為膠體硬度較高且較脆,容易拉傷電子元器件,灌封后無法打開,修復(fù)性不好。
適用范圍:環(huán)氧樹脂灌封膠容易滲透進(jìn)產(chǎn)品的間隙中,適合灌封常溫條件下且對環(huán)境力學(xué)性能沒有特殊要求的中小型電子元器件,如汽車、摩托車點火器,LED驅(qū)動電源、傳感器、環(huán)型變壓器、電容器、觸發(fā)器、LED防水燈、電路板的保密、絕緣、防潮(水)灌封。
2)有機(jī)硅灌封膠

有機(jī)硅電子灌封膠固化后多為軟性、有彈性可以修復(fù),簡稱軟膠,粘接力較差。其顏色一般都可以根據(jù)需要任意調(diào)整,或透明或非透明或有顏色。雙組份有機(jī)硅灌封膠是最為常見的,這類膠包括縮合型的和加成性劑的兩類。一般縮合型的對元器件和灌封腔體的附著力較差,固化過程中會產(chǎn)生揮發(fā)性低分子物質(zhì),固化后有較明顯收縮率;加成型的(又稱硅凝膠)收縮率極小、固化過程中不會產(chǎn)生揮發(fā)性低分子物質(zhì),可以加熱快速固化。
優(yōu)點:抗老化能力強(qiáng)、耐候性好、抗沖擊能力優(yōu)秀;具有優(yōu)秀的抗冷熱變化能力和導(dǎo)熱性能,可在寬廣的工作溫度范圍內(nèi)使用,能在-60℃~200℃溫度范圍內(nèi)保持彈性,不開裂,可長期在250℃使用,加溫固化型耐溫更高,具有優(yōu)異的電氣性能和絕緣能力,絕緣性能較環(huán)氧樹脂好,可耐壓10000V以上。灌封后有效提高內(nèi)部元件以及線路之間的絕緣,提高電子元器件的使用穩(wěn)定性;對電子元器件無任何腐蝕性而且固化反應(yīng)中不產(chǎn)生任何副產(chǎn)物;具有優(yōu)秀的返修能力,可快捷方便的將密封后的元器件取出修理和更換;具有優(yōu)秀的導(dǎo)熱性能和阻燃能力,有效提高電子元器件的散熱能力和安全系數(shù);粘度低,具有良好的流動性,能夠滲入到細(xì)小的空隙和元器件下面;可室溫固化也可加溫固化,自排泡性好,使用更方便;固化收縮率小,具有優(yōu)異的防水性能和抗震能力。
缺點:價格高,附著力差。
適用范圍:適合灌封各種在惡劣環(huán)境下工作的電子元器件。
有機(jī)硅電子灌封膠相比其他灌封膠有什么優(yōu)勢?
優(yōu)勢1:對敏感電路或者電子元器件進(jìn)行長期的保護(hù),對電子模塊和裝置,無論是簡單的還是復(fù)雜的結(jié)構(gòu)和形狀都可以提供長期有效的保護(hù)。
優(yōu)勢2:具有穩(wěn)定的介電絕緣性能,是防止環(huán)境污染的有效屏障,固化后形成柔軟的彈性體在較大的溫度和濕度范圍內(nèi)消除沖擊和震動所產(chǎn)生的應(yīng)力。
優(yōu)勢3:能夠在各種工作環(huán)境下保持原有的物理和電學(xué)性能,能夠抵抗臭氧和紫外線的降解,具有良好的化學(xué)穩(wěn)定性。
優(yōu)勢4:灌封后易于清理拆除,以便對電子元器件進(jìn)行修復(fù),并且在修復(fù)的部位重新注入新的灌封膠。
3)聚氨脂灌封膠

聚氨酯灌封膠又稱PU灌封膠,固化后多為軟性、有彈性可以修復(fù),簡稱軟膠,粘接性介于環(huán)氧與有機(jī)硅之間,耐溫一般,一般不超過100℃,灌封后出現(xiàn)汽泡比較多,灌封條件一定要在真空下,粘接性介于環(huán)氧與有機(jī)硅之間。
優(yōu)點:耐低溫性能好,防震性能是三種之中[敏感詞]的。具有硬度低、強(qiáng)度適中、 彈性好、 耐水、 防霉菌、 防震和透明等特性, 有優(yōu)良的電絕緣性和難燃性,對電器元件無腐蝕,,對鋼、鋁、銅、錫等金屬, 以及橡膠、塑料、木質(zhì)等材料有較好的粘接性。
缺點:耐高溫性能較差,固化后膠體表面不平滑且韌性較差,抗老化能力和抗紫外線都很弱、膠體容易變色。
適用范圍:適合灌封發(fā)熱量不高的室內(nèi)電器元件,可使安裝和調(diào)試好的電子元件與電路不受震動、腐蝕、潮濕和灰塵等的影響,是電子、電器零件防濕、防腐蝕處理的理想灌封材料。
四、選用灌封材料時應(yīng)考慮的問題? 1)灌封后性能的要求:使用溫度、冷熱交變情況、元器件承受內(nèi)應(yīng)力情況、戶外使用還是戶內(nèi)使用、受力狀況、是否要求阻燃和導(dǎo)熱、顏色要求等;
2)灌封工藝:手動或自動,室溫或加溫,完全固化時間、混合后膠的凝固時間等;
3)成本:灌封材料的比重差別很大,我們一定要看灌封后的實際成本,而不要簡單的看材料的售價。 用于灌封的膠粘劑按照功能分類有導(dǎo)熱灌封膠、粘接灌封膠、防水灌封膠;按照材料分類有聚氨酯灌封膠、有機(jī)硅灌封膠和環(huán)氧樹脂灌封膠,對于選擇軟膠還是硬膠,其時兩種都可以灌封、防水絕緣,如果要求耐高溫導(dǎo)熱那么建議使用有機(jī)硅軟膠;如果要求耐低溫、那么建議使用有聚氨酯軟膠;如果沒有什么要求,建議使用環(huán)氧硬膠,因為環(huán)氧硬膠比有機(jī)硅固化時間更快。 環(huán)氧樹脂灌封膠的應(yīng)用范圍廣,技術(shù)要求千差萬別,品種繁多。從固化條件上分有常溫固化和加熱固化兩類;而從劑型上分雙組分和單組分兩類,還有就是常溫固化環(huán)氧灌封膠一般為雙組分的,它的優(yōu)勢在于灌封后不需加熱即可固化,對設(shè)備要求不高,使用方便,存在的缺陷是膠液混合物作業(yè)黏度大,浸滲性差,適用期短,且固化物的耐熱性和電性能不是很高,一般多用于低壓電子器件的灌封或不宜加熱固化的場合使用。
五、灌封工藝 灌封產(chǎn)品的質(zhì)量,主要與產(chǎn)品設(shè)計、元件選擇、組裝及所用灌封材料密切相關(guān),灌封工藝也是不容忽視的因素。環(huán)氧灌封有常態(tài)和真空兩種灌封工藝。
環(huán)氧樹脂.胺類常溫固化灌封料,一般用于低壓電器,多采用常態(tài)灌封。
環(huán)氧樹脂.酸酐加熱固化灌封料,一般用于高壓電子器件灌封,多采用真空灌封工藝。 目前常見的有
手工真空灌封和
機(jī)械真空灌封兩種方式,而機(jī)械真空灌封又可分為A、B組分先混合脫泡后灌封和先分別脫泡后混合灌封兩種情況。
其操作方法有三種: [敏感詞]種:單組份電子灌封膠,直接使用,可以用搶打也可以直接灌注; 第二種:雙組份縮合型電子灌封膠,固化劑2%-3%或其他比例,攪拌-抽真空脫泡-灌注; 第三種:加成型電子灌封膠,固化劑1:1、10:1;
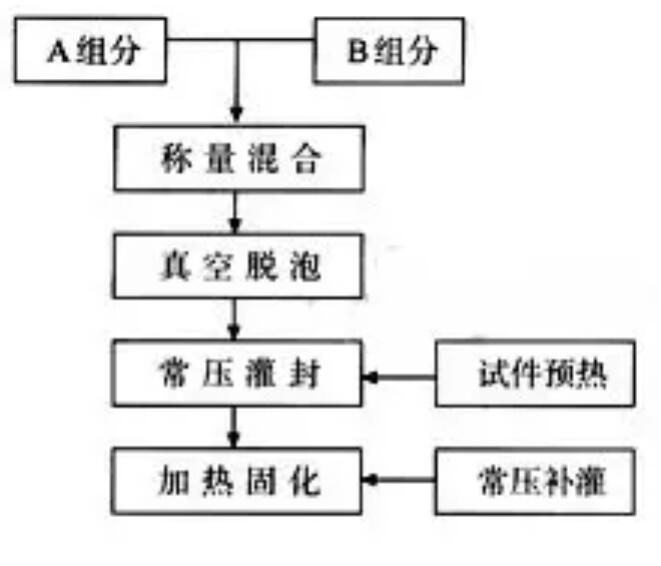
工藝流程如下: (1)手工真空灌封工藝 (2)機(jī)械真空灌封工藝 1)計量:準(zhǔn)確稱量A組分和B組分(固化劑)。 2)混合:混合各組份; 3)脫泡:自然脫泡和真空脫泡; 4) 灌 注:應(yīng)在操作時間內(nèi)將膠料灌注完畢否則影響流平; 5)固化:加溫或室溫固化,灌封好的產(chǎn)品置于室溫下固化,初固后可進(jìn)入下道工序, 完全固化需8~24小時。夏季溫度高,固化會快一些;冬季溫度低,固化會慢一些。

(3)注意事項: a、被灌封產(chǎn)品的表面在灌封前必須加以清潔! b、注意在稱量前,將 A 、B 組份分別充分?jǐn)嚢杈鶆颍钩寥氲撞康念伭?或填料)分散到膠液中。 c、底涂不可與膠料直接混合,應(yīng)先使用底涂,待底涂干后,再用本膠料灌封。 d、膠料的固化速度與溫度有一定的關(guān)系,溫度低固化會慢一些。 相比之下,機(jī)械真空灌封,設(shè)備投資大,維護(hù)費(fèi)用高,但在產(chǎn)品的一致性、可靠性等方面明顯優(yōu)于手工真空灌封工藝。無論何種灌封方式,都應(yīng)嚴(yán)格遵守設(shè)定的工藝條件,否則很難得到滿意的產(chǎn)品。
自動灌膠機(jī)的基本原理(視頻)
六、灌封產(chǎn)品常出現(xiàn)的問題及原因分析 (1)局部放電起始電壓低,線間打火或擊穿電視機(jī)、顯示器輸出變壓器,汽車、摩托車點火器等高壓電子產(chǎn)品,常因灌封工藝不當(dāng),工作時會出現(xiàn)局部放電(電弧)、線間打火或擊穿現(xiàn)象,是因為這類產(chǎn)品高壓線圈線徑很小,一般只有0.02~0.04mm,灌封料未能完全浸透匝間,使線圈匝間存留空隙。由于空隙介電常數(shù)遠(yuǎn)小于環(huán)氧灌封料,在交變高壓條件下,會產(chǎn)生不均勻電場,引起界面局部放電,使材料老化分解,引起絕緣破壞。
從工藝角度分析,造成線間空隙有以下兩方面原因: ?1)灌封時真空度不夠高,間空氣未能完全排除,使材料無法完全浸滲。
?2)灌封前膠水或產(chǎn)品預(yù)熱溫度不夠,黏度不能迅速降低,影響浸滲。
對于手工灌封或先混合脫泡后真空灌封工藝,物料混合脫泡溫度高、作業(yè)時間長或超過物料適用期,以及灌封后產(chǎn)品未及時進(jìn)入加熱固化程序,都會造成物料黏度增大,影響對線圈的浸滲。先前據(jù)有關(guān)專家介紹,熱固化環(huán)氧灌封材料復(fù)合物,起始溫度越高,黏度越小,隨時間延長,黏度增長也越迅速。因此為使物料對線圈有良好的浸滲性,操作上應(yīng)注意如下幾點: 1)灌封料復(fù)合物應(yīng)保持在給定的溫度范圍內(nèi),并在適用期內(nèi)使用完畢。 2)灌封前,產(chǎn)品要加熱到規(guī)定溫度,灌封完畢應(yīng)及時進(jìn)入加熱固化程序。 3)灌封真空度要符合技術(shù)規(guī)范要求。
(2)灌封件表面縮孔、局部凹陷、開裂灌封料在加熱固化過程中,會產(chǎn)生兩種收縮,即由液態(tài)到固態(tài)相變過程中的化學(xué)收縮和降溫過程中的物理收縮。進(jìn)一步分析,固化過程中的化學(xué)變化收縮又有兩個過程,從灌封后加熱化學(xué)交聯(lián)反應(yīng)開始到微觀網(wǎng)狀結(jié)構(gòu)初步形成階段產(chǎn)生的收縮,我們稱之為凝膠預(yù)固化收縮。從凝膠到完全固化階段產(chǎn)生的收縮我們稱之為后固化收縮。這兩個過程的收縮量是不一樣的。前者由液態(tài)轉(zhuǎn)變成網(wǎng)狀結(jié)構(gòu)過程中,物理狀態(tài)發(fā)生突變,反應(yīng)基團(tuán)消耗量大于后者,體積收縮量也高于后者。凝膠預(yù)固化階段(75℃/3h)環(huán)氧基消失大于后固化階段(110℃/3h),差熱分析結(jié)果也證明這點,試樣經(jīng)750℃/3h處理后其固化度為53%。 若我們對灌封產(chǎn)品的采取一次高溫固化,則固化過程中的兩個階段過于接近,凝膠預(yù)固化和后固化近乎同時完成,這不僅會引起過高的放熱峰,損壞元件,還會使灌封件產(chǎn)生巨大的內(nèi)應(yīng)力,造成產(chǎn)品內(nèi)部和外觀的缺損。 為獲得良好的產(chǎn)品,我們必須在灌封料配方設(shè)計和固化工藝制定時,重點關(guān)注灌封料的固化速度(即A、B復(fù)合物凝膠時間)與固化條件的匹配問題。 通常采用的方法是: 依照灌封料的性質(zhì)、用途按不同溫區(qū)分段固化的工藝。 據(jù)專家介紹,彩色電視機(jī)輸出變壓器灌封按不同溫區(qū)分段固化規(guī)程及 產(chǎn)品 內(nèi)部放熱曲線。 在凝膠預(yù)固化溫區(qū)段灌封料固化反應(yīng)緩慢進(jìn)行,反應(yīng)熱逐漸釋放,物料黏度增加和體積收縮平緩進(jìn)行。 此階段物料處于流態(tài),則體積收縮表現(xiàn)為液面下降,直至凝膠,可完全消除該階段體積收縮內(nèi)應(yīng)力。 從凝膠預(yù)固化到后固化階段,升溫也應(yīng)平緩,固化完畢,灌封件應(yīng)隨加熱設(shè)備同步緩慢降溫,多方面減少、調(diào)節(jié) 產(chǎn)品 內(nèi)應(yīng)力分布狀況,可避免 產(chǎn)品 表面產(chǎn)生縮孔、凹陷甚至開裂現(xiàn)象。 對灌封料固化條件的制訂,還要參照灌封產(chǎn)品內(nèi)封埋元件的排布、飽滿程度及產(chǎn)品大小、形狀、單只灌封量等。對單只灌封量較大而封埋元件較少的,適當(dāng)?shù)亟档湍z預(yù)固化溫度并延長時間是完全必要的。
(3)固化物表面不良或局部不固化這些現(xiàn)象也多與固化工藝相關(guān)。主要原因是:
1)計量或混合裝置失靈、生產(chǎn)人員操作失誤。
2)A組分長時間存放出現(xiàn)沉淀,用前未能充分?jǐn)嚢杈鶆颍斐蓸渲凸袒瘎嶋H比例失調(diào)。
3)B組分長時間敞口存放、吸濕失效。 4)[敏感詞]濕季節(jié)灌封件未及時進(jìn)入固化程序,物件表面吸濕。
總之,要獲得一個良好的灌封產(chǎn)品,灌封及固化工藝的確是一個值得高度重視的問題。
電子灌膠常見問題
1)電子灌封膠中毒不固化如何解決?
硅膠中毒一般發(fā)生在加成型電子灌封膠上,中毒后硅膠會出現(xiàn)不固化的現(xiàn)象,所以使用加成型灌封膠時應(yīng)避免與含磷、硫、氮的有機(jī)化合物接觸,或與加成型硅膠同時使用聚氨酯、環(huán)氧樹脂、不飽和聚脂、縮合型室溫硫化硅橡膠等產(chǎn)品,防止發(fā)生中毒不固化現(xiàn)象。
2)不小心粘到的電子灌封膠用什么可以清洗干凈?
常用的硅膠清洗劑主要有酒精、丙酮、白酒等等,記得在用時都要稀釋涂。
3)冬天電子灌封膠干不了怎么辦?
由于冬天氣溫很低,造成電子灌封膠在混合后固化很慢甚至長時間不固化,所以我們可以提高固化的溫度,可以將灌好膠的產(chǎn)品放在25℃烘箱里固化。
環(huán)氧樹脂灌封料及其工藝和常見問題 1、在電子封裝技術(shù)領(lǐng)域曾經(jīng)出現(xiàn)過兩次重大的變革。 [敏感詞]次變革出現(xiàn)在20世紀(jì)70年代前半期,其特征是由針腳[敏感詞]式安裝技術(shù)(如DIP)過渡到四邊扁平封裝的表面貼裝技術(shù)(如QFP);第二次轉(zhuǎn)變發(fā)生在20世紀(jì)90年代中期,其標(biāo)志是焊球陣列,BGA型封裝的出現(xiàn),與此對應(yīng)的表面貼裝技術(shù)與半導(dǎo)體集成電路技術(shù)一起跨人21世紀(jì)。隨著技術(shù)的發(fā)展,出現(xiàn)了許多新的封裝技術(shù)和封裝形式,如芯片直接粘接、灌封式塑料焊球陣列(CD-PBGA)、倒裝片塑料焊球陣列(Fc-PBGA)、芯片尺寸封裝(CSP)以及多芯片組件(MCM)等,在這些封裝中,有相當(dāng)一部分使用了液體環(huán)氧材料封裝技術(shù)。灌封,就是將液態(tài)環(huán)氧樹脂復(fù)合物用機(jī)械或手工方式灌入裝有電子元件、線路的器件內(nèi),在常溫或加熱條件下固化成為性能優(yōu)異的熱同性高分子絕緣材料。
2、產(chǎn)品性能要求 灌封料應(yīng)滿足如下基本要求:性能好,適用期長,適合大批量自動生產(chǎn)線作業(yè);黏度小,浸滲性強(qiáng),可充滿元件和線間;在灌封和固化過程中,填充劑等粉體組分沉降小,不分層;固化放熱峰低,固化收縮小;固化物電氣性能和力學(xué)性能優(yōu)異,耐熱性好,對多種材料有良好的粘接性,吸水性和線膨脹系數(shù)小;在某些場合還要求灌封料具有難燃、耐候、導(dǎo)熱、耐高低溫交變等性能。 在具體的半導(dǎo)體封裝中,由于材料要與芯片、基板直接接觸,除滿足上述要求外,還要求產(chǎn)品必須具有與芯片裝片材料相同的純度。在倒裝芯片的灌封中,由于芯片與基板間的間隙很小,要求灌封料的黏度極低。為了減少芯片與封裝材料間產(chǎn)生的應(yīng)力,封裝材料的模量不能太高。而且為了防止界面處水分滲透,封裝材料與芯片、基板之間應(yīng)具有很好的粘接性能。
3、灌封料的主要組份及作用 灌封料的作用是強(qiáng)化電子器件的整體性,提高對外來沖擊、震動的抵抗力;提高內(nèi)部元件、線路間絕緣,有利于器件小型化、輕量化;避免元件、線路直接暴露,改善器件的防水、防潮性能。 環(huán)氧樹脂灌封料是一多組分的復(fù)合體系,樹脂、固化劑、增韌劑、填充劑等組成,對于該體系的黏度、反應(yīng)活性、使用期、放熱量等都需要在配方、工藝、鑄件尺寸結(jié)構(gòu)等方面作全面的設(shè)計,做到綜合平衡。
3.1 環(huán)氧樹脂 環(huán)氧樹脂灌封料一般采用低分子液態(tài)雙酚A型環(huán)氧樹脂,這種樹脂黏度較小,環(huán)氧值高。常用的有E-54、E-51、E-44、E-42。在倒裝芯片下填充的灌封中,由于芯片與基板之間的間隙很小,因此要求液體封裝料的黏度極低。故單獨(dú)使用雙酚A型環(huán)氧樹脂不能滿足產(chǎn)品要求。為了降低產(chǎn)品黏度,達(dá)到產(chǎn)品性能要求,我們可以采用組合樹脂:如加入黏度低的雙酚F型環(huán)氧樹脂、縮水甘油酯型樹脂以及具有較高耐熱、電絕緣性和耐候性的樹脂環(huán)族環(huán)氧化物。其中,樹脂環(huán)族環(huán)氧化物本身還具有活性稀釋劑的作用。
3.2 固化劑 固化劑是環(huán)氧灌封料配方中的重要成分,固化物性能很大程度取決于固化劑的結(jié)構(gòu)。
(1)室溫固化一般采用脂肪族多元胺做固化劑,但這類固化劑毒性大、刺激性強(qiáng)、放熱激烈,固化和使用過程易氧化。因此,需要對多元胺進(jìn)行改性,如利用多冗胺胺基上的活潑氫,部分與環(huán)氧基合成為羥烷基化及部分與丙烯晴合成為氰乙基化的綜合改性,可使固化劑達(dá)到低黏度、低毒、低熔點、室溫固化并有一定韌性的綜合改性效果。
(2)酸酐類固化劑是雙組分加熱固化環(huán)氧灌封料最重要的固化劑。常用的固化劑有液體甲基四氫鄰苯二甲酸酐、液體甲基六氫鄰苯二甲酸酐、六氫鄰苯二甲
酸酐、甲基納迪克酸酐等。這類固化劑黏度小,配合用量大,能在灌封料配方中起到固化、稀釋雙重作用,固化放熱緩和,固化物綜合性能優(yōu)異。
3.3固化促進(jìn)劑 雙組分環(huán)氧一酸酐灌封料,一般要在140℃左右長時間加熱才能固化。這樣的固化條件,不僅造成能源浪費(fèi),而且多數(shù)電子器件中的元件、骨架外殼是難以承受的。配方中加入促進(jìn)劑組分則可有效降低固化溫度、縮短固化時間。常用的促進(jìn)劑有:卞基二胺、DMP-30等叔胺類。也可使用咪唑類化合物和羧酸的金屬鹽,如2-乙基-4-甲基咪唑、2-甲基咪唑等。
3.4偶聯(lián)劑 為了增加二氧化硅和環(huán)氧樹脂之間的密著性,需加入硅烷偶聯(lián)劑。偶聯(lián)劑可以改善材料的粘接性和防潮性。適用于環(huán)氧樹脂的常用硅烷偶聯(lián)劑有縮水甘油氧、丙基三氧基硅烷(KH-560)、苯胺基甲三乙氧基硅烷、α-氯代丙基三甲氧基硅烷、α-巰基丙基三甲氧基硅烷、苯胺甲基三甲氧基硅烷、二乙烯二胺基丙基三甲氧基硅烷等。
3.5 活性稀釋劑 單獨(dú)使用環(huán)氧樹脂,加入無機(jī)填料后黏度明顯增大,不利于操作和消泡,常需加入一定量的稀釋劑,以增加其流動性和滲透性,并延長使用期,稀釋劑有活性和非活性之分。非活性稀釋劑不參與固化反應(yīng),加入量過多,易造成產(chǎn)品收縮率提高,降低產(chǎn)品力學(xué)性能及熱變形。活性稀釋劑參與固化反應(yīng)增加了反應(yīng)物的粘性,對固化物性能影響較小。灌封料中選用的就是活性稀釋劑,常用的有:正丁基縮水甘油醚、烯丙基縮水甘油醚、二乙基己基縮水甘油醚、苯基縮水甘油醚。
3.6 填充劑 灌封料中填料的加入對提高環(huán)氧樹脂制品的某些物理性能和降低成本有明顯的作用。它的添加不僅能降低成本,還能降低固化物的熱膨脹系數(shù)、收縮率以及增加熱導(dǎo)率。在環(huán)氧灌封料中常用的填充劑有二氧化硅、氧化鋁、氮化硅、氮化硼等材料。二氧化硅又分為結(jié)晶型、熔融角型和球形二氧化硅。在電子封裝用灌封料中,由于產(chǎn)品要求,優(yōu)選熔融球形二氧化硅。
3.7 消泡劑 為了解決液體封裝料固化后表面留有氣泡的問題,可加入消泡劑。常用的是乳化硅油類乳化劑。
3.8 增韌劑 增韌劑在灌封料中起著重要作用,環(huán)氧樹脂的增韌改性主要通過加增韌劑、增塑劑等來改進(jìn)其韌性,增韌劑有活性和惰性兩種,活性增韌劑能和環(huán)氧樹脂一起參加反應(yīng),增加反應(yīng)物的粘性,從而增加固化物的韌性。一般選擇端羧劑液體丁腈橡膠,在體系內(nèi)形成增韌的"海島結(jié)構(gòu)",增加材料的沖擊韌度和耐熱沖擊性能。
3.9 其他組分 為滿足灌封件特定的技術(shù)、工藝要求,還可在配方中加人其他組分。如阻燃劑可提高材料的工藝性;著色劑用以滿足產(chǎn)品外觀要求等。
4、灌封工藝
環(huán)氧樹脂灌封有常態(tài)和真空兩種工藝。圖1為手工真空灌封工藝流程。
5、常見問題及解決方法 5.1 放電、線間打火或擊穿現(xiàn)象 由于灌封工藝不當(dāng),器件在工作時會產(chǎn)生放電、線間打火或擊穿現(xiàn)象,這是因為這類產(chǎn)品高壓線圈線徑很小(一般只有0.02mm~0.04mm),灌封料未能完全浸透匝間,造成線圈匝問存留空隙。由于空隙介電常數(shù)遠(yuǎn)小于環(huán)氧灌封料,在交變高壓條件下會產(chǎn)生不均勻電場,引起局部放電,使材料老化分解造成絕緣破壞。從工藝角度來看,造成線間空隙有兩方面原因: (1)灌封時真空度不夠高,線問空氣未能完全排除,使材料無法完全浸滲; (2)灌封前產(chǎn)品預(yù)熱溫度不夠,灌入產(chǎn)品物料黏度不能迅速降低,影響浸滲。對于手工灌封或先混合脫泡后真空灌封工藝,物料混合脫泡溫度高、作業(yè)時間長或超過物料適用期以及灌封后產(chǎn)品未及時進(jìn)入加熱固化程序,都會造成物料黏度增大,影響對線圈的浸滲。熱同性環(huán)氧灌封材料復(fù)合物,起始溫度越高黏度越小,隨時間延長黏度增長也越迅速。因此,為使物料對線圈有良好的浸滲性,操作上應(yīng)注意做到灌封料復(fù)合物應(yīng)保持在合適的溫度范圍內(nèi),并在適用期內(nèi)使用完畢。灌封前產(chǎn)品要加熱到規(guī)定溫度,灌封完畢應(yīng)及時進(jìn)入加熱固化程序,灌封真空度要符合技術(shù)規(guī)范要求。
5.2 器件表面縮孔、局部凹陷、開裂 灌封料在加熱固化過程中會產(chǎn)生兩種收縮:由液態(tài)到固態(tài)相變過程中的化學(xué)收縮和降溫過程中的物理收縮。固化過程中的化學(xué)變化收縮又有兩個過程:從灌封后加熱化學(xué)交聯(lián)反應(yīng)開始到微觀網(wǎng)狀結(jié)構(gòu)初步形成階段產(chǎn)生的收縮,稱之為凝膠預(yù)固化收縮;從凝膠到完全固化階段產(chǎn)生的收縮我們稱之為后固化收縮。這兩個過程的收縮量是不一樣的,前者由液態(tài)轉(zhuǎn)變成網(wǎng)狀結(jié)構(gòu)過程中物理狀態(tài)發(fā)生突變,反應(yīng)基團(tuán)消耗量大于后者,體積收縮量也高于后者。如灌封產(chǎn)品采取一次高溫固化,則固化過程中的兩個階段過于接近,凝膠預(yù)固化和后固化近乎同時完成,這不僅會引起過高的放熱峰、損壞元件,還會使灌封件產(chǎn)生巨大的內(nèi)應(yīng)力造成產(chǎn)品內(nèi)部和外觀的缺損。為獲得良好的產(chǎn)品,必須在灌封料配方設(shè)計和固化工藝制定時,重點關(guān)注灌封料的固化速度與固化條件的匹配問題。通常采用的方法是依照灌封料的性質(zhì)、用途按不同溫區(qū)分段固化。在預(yù)固化溫區(qū)段灌封料固化反應(yīng)緩慢進(jìn)行、反應(yīng)熱逐漸釋放,物料黏度增加和體積收縮平緩進(jìn)行。此階段物料處于流態(tài),則體積收縮表現(xiàn)為液面下降直至凝固,可完全消除該階段體積收縮內(nèi)應(yīng)力。從凝膠預(yù)固化到后固化階段升溫應(yīng)平緩,固化完畢灌封件應(yīng)隨加熱設(shè)備同步緩慢降溫,多方面減少、調(diào)節(jié)產(chǎn)品內(nèi)應(yīng)力分布狀況,可避免產(chǎn)品表面產(chǎn)生縮孔、凹陷甚至開裂現(xiàn)象。對灌封料固化條件的制訂,還要參照灌封器件內(nèi)元件的排布、飽滿程度及產(chǎn)品大小、形狀、單只灌封量等。對單只灌封量較大而封埋元件較少的,適當(dāng)?shù)亟档湍z預(yù)固化溫度并延長時間是完全必要的。
5.3 固化物表面不良或局部不固化 固化物表面不良或局部不固化等現(xiàn)象也多與固化工藝相關(guān)。中國環(huán)氧樹脂行業(yè)協(xié)會專家表示,其主要原因是計量或混合裝置失靈、生產(chǎn)人員操作失誤;A組分長時間存放出現(xiàn)沉淀,用前未能充分?jǐn)嚢杈鶆颍斐蓸渲凸袒瘎嶋H比例失調(diào),B組分長時間敞口存放,吸濕失效;[敏感詞]濕季節(jié)灌封件未及時進(jìn)入固化程序,物件表面吸濕。總之,要獲得一個良好的灌封及固化工藝的確是一個值得高度重視的問題。
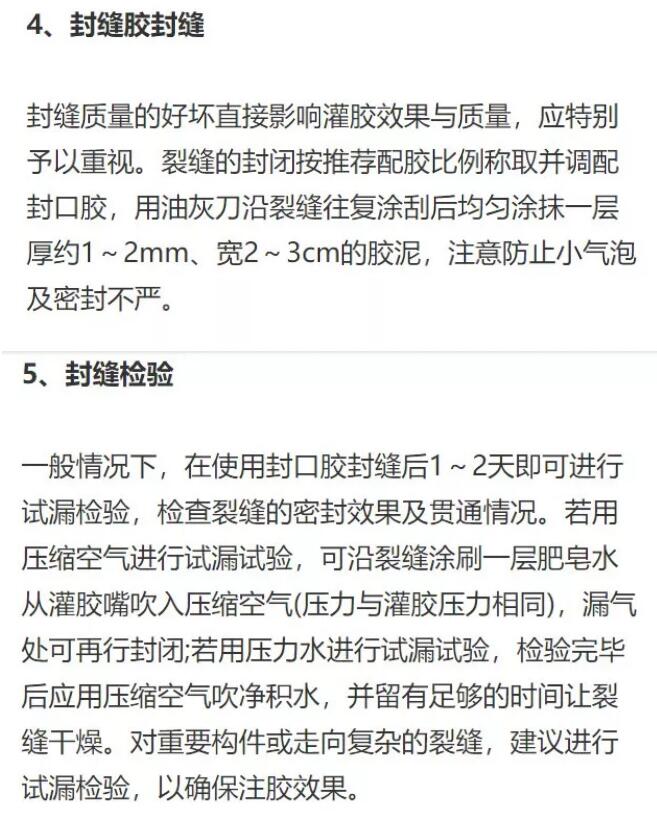
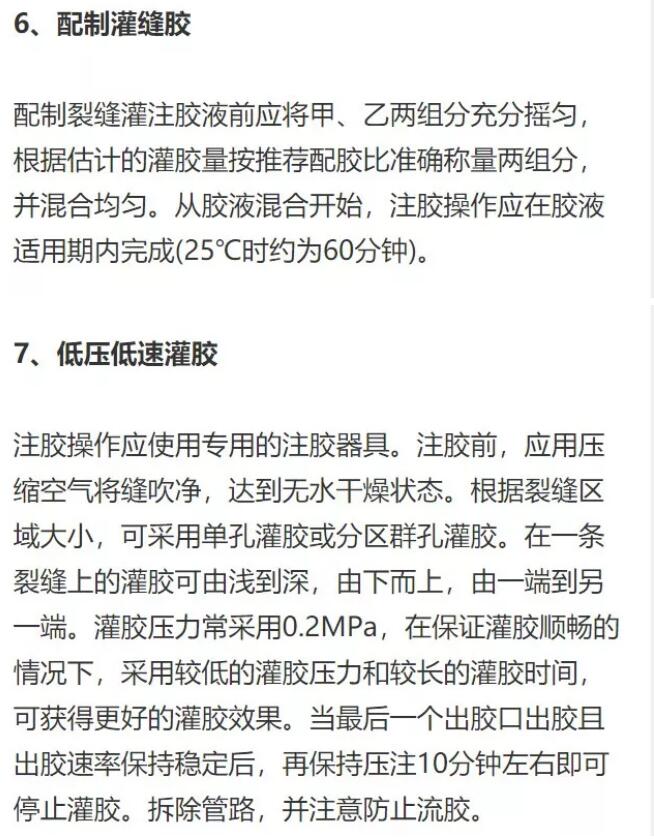
七、灌封膠施工工藝 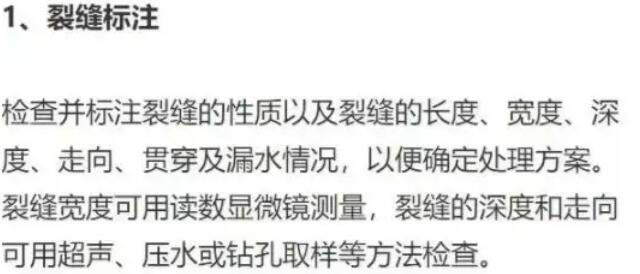 2.表面處理
2.表面處理 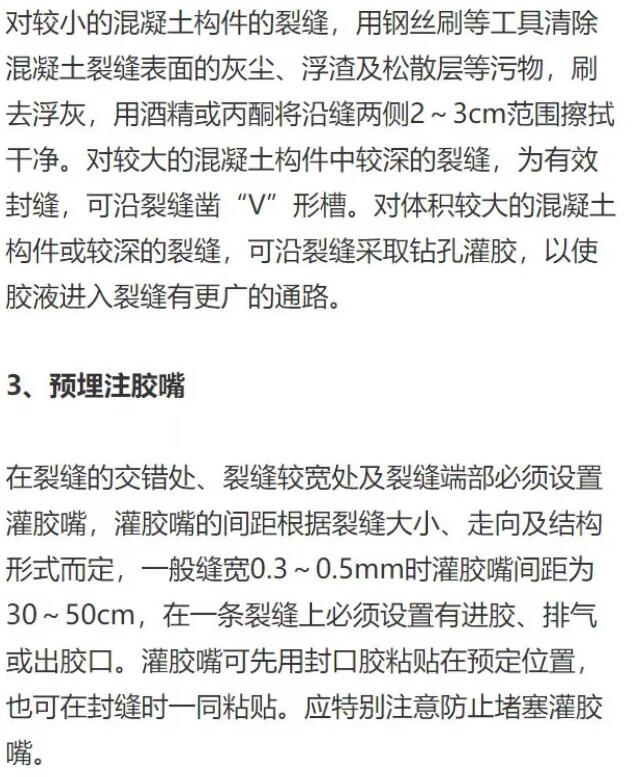
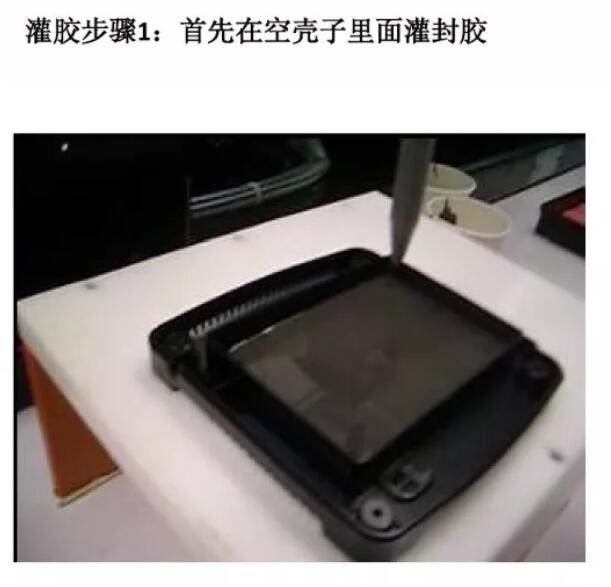
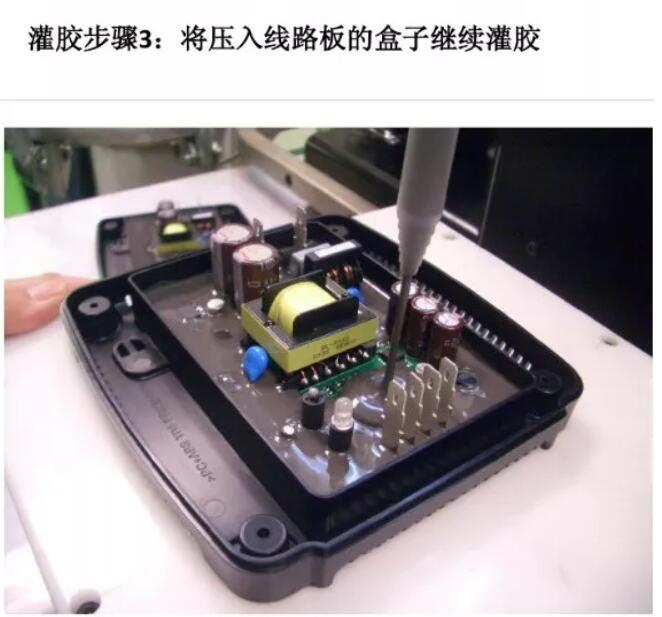
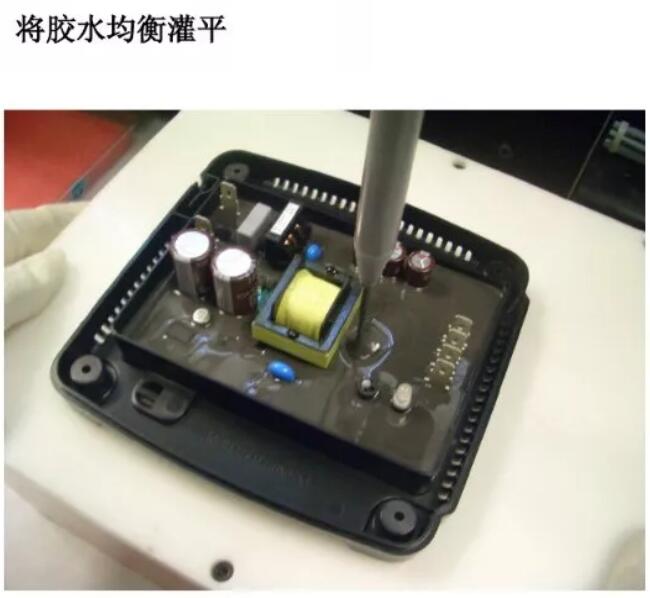
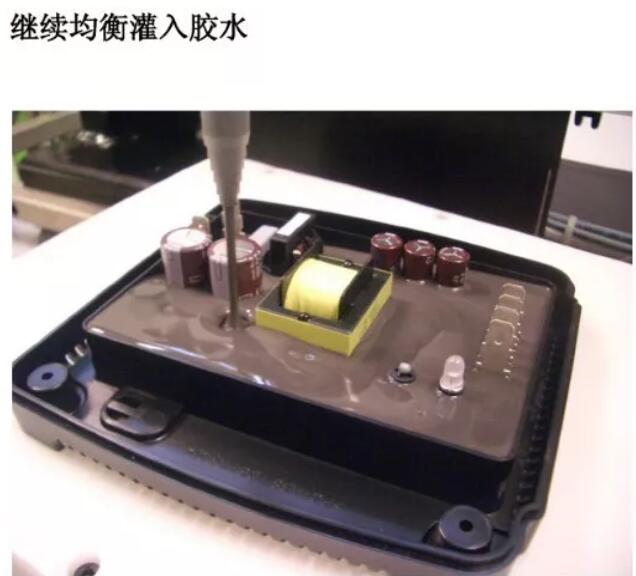
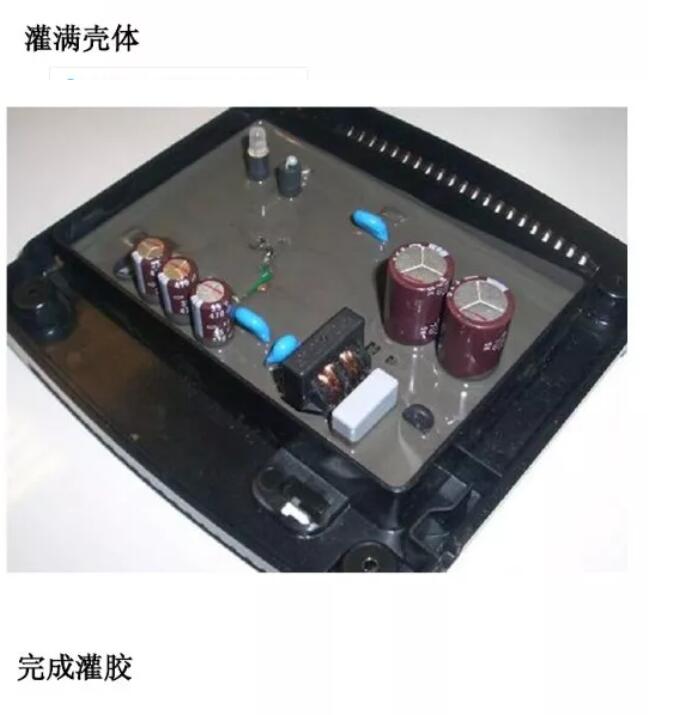
 八、雙組份灌膠工藝案例
八、雙組份灌膠工藝案例 




九、PCBA灌膠的三種方法
1、半自動灌膠機(jī) 
在給產(chǎn)品灌膠時,放在流水線旁,人工將產(chǎn)品放入出膠頭下方,按啟動開關(guān),機(jī)器便自動灌膠,灌膠完畢自動停止。然后操作人員再將灌好膠的產(chǎn)品放到流水線上即可,半自動灌膠機(jī)適合于各類PCBA產(chǎn)品,不論大小。
2、自動灌膠機(jī) 
如果都以小產(chǎn)品居多,灌膠方式也很簡單,將產(chǎn)品放入一個治具中,然后將治具放到灌膠機(jī)的臺面上,按一下啟動,機(jī)器便開始灌膠,等所有灌膠完畢之后,自動停止,然后操作人員將治具從臺面上取下,然后放上另一個裝好產(chǎn)品的治具,按下啟動,以此循環(huán),操作人員要做的就是放治具,按啟動按鈕。
3、全自動灌膠線 
將裝有產(chǎn)品的治具放到傳輸線上,機(jī)器自動灌膠,自動送料到烤箱過爐,節(jié)省人工,高效運(yùn)轉(zhuǎn)。
以上就是自動灌膠的3種方法,自動灌膠設(shè)備的使用可以更好的節(jié)省人工,提高生產(chǎn)效率。
免責(zé)聲明:本文轉(zhuǎn)載自“芯片之家”,支持保護(hù)知識產(chǎn)權(quán),轉(zhuǎn)載請注明原出處及作者,如有侵權(quán)請聯(lián)系我們刪除。
公司電話:+86-0755-83044319
傳真/FAX:+86-0755-83975897
郵箱:1615456225@qq.com
QQ:3518641314 李經(jīng)理
QQ:332496225 丘經(jīng)理
地址:深圳市龍華新區(qū)民治大道1079號展滔科技大廈C座809室