服務熱線
0755-83044319

發布時間:2022-09-15作者來源:薩科微瀏覽:3727
作者:劉少紅,譚淇
單位:中國電子科技集團公司第五十二研究所
摘 要:在微電子產品的研發過程中,由于技術要求變更或故障維修等需求,需要對已焊接完成的電路板進行芯片的返修操作,而返修過程所涉及的高溫時效和多次回流必然會對芯片本身及元器件造成損壞,因此需要通過相關過程可靠性研究指導具體的返修技術。通過分析國內外研究者對于芯片返修可靠性的研究,發現高溫時效與多次回流均會使得焊點界面化合物形貌及微結構發生改變,但回流次數對焊點力學性能影響較小。另外,合適的鍍層、焊盤或焊球尺寸都能夠改善高溫時效及多次回流產生的負面影響。
關鍵詞:芯片返修;可靠性;高溫時效;多次回流焊
01
引 言
隨著電子信息產業的不斷發展,微電子技術已經成為改變人們生產和生活面貌的先導技術,當前微電子技術已發展進入微系統時代,芯片上的電子元器件密度已達到人腦中神經元的密度水平。隨著芯片技術的發展,為了滿足高性能、高可靠、小尺寸的要求,電子元器件產品的微型化制造技術得到了迅速發展。而在微電子產品的研發過程中,由于技術要求變更或故障維修等需求,需要對已焊接完成的電路板進行芯片的返修操作。
具體的芯片返修過程主要為先將元器件放入靜電托盤中,再將元器件和托盤一起放入烘箱烘烤,待元器件完成去潮后將其取出自然冷卻,之后通過回流焊將芯片拆卸下來;另外,需要先利用扁平頭烙鐵和吸錫編帶清洗焊盤,再用清洗劑進行清洗,之后再重新涂敷焊膏、貼裝芯片并將其回流焊接至元器件上;最后,我們需要通過外觀檢查和功能測試來評估焊接質量。影響芯片返修可靠性的因素較多,包括貼裝精度、物料狀態(焊球質量等)、凸點下金屬化層(UBM)材料及結構、回流焊工藝參數等。其中高溫時效與多次回流作為重要的可靠性條件,對焊點組織及性能有重要影響。
在返修過程中,烘烤去潮、拆卸芯片以及多次的回流焊接均涉及到加熱操作,即在返修過程中焊點不可避免地要經受高溫時效及多次回流焊接,這對于焊點的組織及性能必然會產生一定影響。因此,我們需要通過對芯片返修過程中的加熱環節進行分析,研究該過程中焊點界面處金屬間化合物(IMC)的演變以及焊點性能的變化,了解電路板在返修過程中的性能變化,提高芯片返修后的可靠性。本文主要通過對國內外芯片返修可靠性研究的綜述分析,探究了高溫時效與多次回流對于焊點界面IMC形貌及微結構和焊點力學性能的影響,同時研究了如何改善高溫時效及多次回流產生的負面影響,對返修技術提供指導。
02
界面IMC的生長機制
無論是高溫時效還是多次回流焊接對于芯片返修可靠性的影響歸根結底都要歸因于界面IMC的變化,因此首先要對界面IMC的生長機制進行分析。SnAgCu/Cu界面IMC的形成可以分為兩個階段,[敏感詞]階段是釬焊過程中Cu基板和液態釬料之間發生冶金反應形成的IMC,該階段形成的界面IMC是形成釬焊焊點的前提條件,對焊點的可靠性也有影響。由于Cu的熔點(1084 ℃)遠高于釬料合金Sn3.0Ag0.5Cu的熔點(217 ℃),因此釬焊過程中Cu元素在液態SnAgCu合金中受溶解機制控制。一種觀點認為,釬焊過程中固態金屬Cu在液態SAC系釬料中的溶解經過兩個過程:首先是固體Cu晶格內原有的原子結合鍵在外界提供的驅動力作用下被破壞,使Cu原子進入液相;隨后,進入液相的Cu原子再由邊界向基體內部擴散,進而形成IMC。第二種觀點認為,釬焊過程中,當液態SAC系釬料合金與固態Cu基板接觸時,其組元便會向Cu基板表面擴散,在距離表面厚度約10-7 mm范圍內達到飽和濃度,此后再由固體表面層向液相中溶解,進而形成界面IMC。第三種觀點認為,在釬焊過程中,當液態釬料與銅接觸時,濃度差會導致極大的驅動力,使銅迅速在釬料中溶解并在近界面處達到亞穩定的過飽和狀態,由于巨大的化學反應驅動力導致Cu與Sn迅速發生反應生成IMC,在不到1 s的時間內焊盤上就可以鋪滿IMC。而第二階段是在焊后服役過程中,外界提供的各元素擴散的驅動力使Cu基板和固態釬料之間相互擴散形成界面IMC,此過程受擴散機制控制。
總的來說,在釬焊過程中,IMC的形成和生長是基板和液態釬料間的冶金反應和元素擴散共同作用的結果。另外,在固相情況下,釬焊焊點在服役的過程中常常受到諸如溫度、應力、電流、磁場等外界因素的作用,這些因素為界面IMC的生長提供了驅動力,但界面IMC的生長主要還是由擴散機制決定的。相關研究人員常用Fick擴散定律來描述這一階段IMC的生長,界面IMC厚度隨溫度和時效時間的生長變化遵循以下規律:
δ =δ0+(Dt)1/2 (1)
其中,δ 是在t時刻界面IMC的厚度(單位m),δ0是焊后IMC厚度(單位m),t是焊后時間(單位s),D是擴散系數(單位m2/s)。目前已有不少研究者利用該公式計算出了不同溫度下SnAgCu/Cu界面IMC的生長速率以及界面激活能。事實上,SnAgCu/Cu界面IMC的生長是由Cu原子和Sn原子通過IMC界面擴散來實現的,這一過程非常復雜,主要表現為體擴散或晶界擴散。
另外,也有一些研究者認為IMC的復雜生長過程并不符合Fick擴散定律,提出了如下更有普遍意義的指數經驗公式來描述IMC的生長:
δ =(Dt)n (2)
其中n為IMC生長指數,可以通過測定不同時刻界面IMC的厚度后進行曲線擬合來計算。
03
高溫時效對返修可靠性的影響
研究高溫時效過程中焊點界面的生長情況對于分析芯片返修可靠性有重要意義。王要利等人分析認為,界面IMC的生長受元素擴散機制控制。所以其生長速率取決于界面處Cu和Sn元素在一定條件下的擴散速率。在等溫時效試驗中,根據Arrhenius擴散系數公式可知:
D =D0exp[-Q/(RT)] (3)
其中,D為擴散速率,D0是擴散常數(單位m2/s);Q是激活能(單位J/mol);R是Boltzmann常數,具體數值為8.314 J/mol/K;T是[敏感詞]溫度(單位K)。
因此,元素的擴散系數與時效溫度成指數關系,隨著時效溫度的升高,擴散系數急劇增大,擴散加快。換言之,在高溫時效的條件下,元素擴散大幅增快,促進界面IMC生長。這一理論與許多研究者在試驗過程中觀測到的IMC生長行為基本相符。
而為驗證這一理論,研究者通過試驗設計進行大量相關研究。王建華等人發現在焊球尺寸為200 μm、300 μm、400 μm和500 μm,時效溫度為100 ℃、130 ℃、160 ℃ 的條件下,時效溫度越高,時效時間越長,SAC305/Cu焊點界面IMC層厚度增長越快,如圖1所示。也就是說,這二者對于界面IMC的生長都有促進作用。
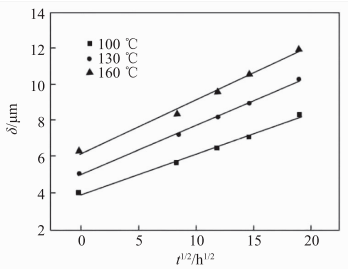
圖1 不同時效溫度下界面IMC厚度與時效時間平方根的關系
另外,Ni鍍層對界面IMC生長有明顯的抑制作用,能夠降低界面IMC的生長速率,使其厚度變薄,增厚速度變緩。SAC305/Cu界面IMC由Cu6Sn5及Cu3Sn構成,而SAC305/Ni/Cu界面的IMC則會演變為(Cu,Ni)6Sn5和(Cu,Ni)3Sn。由圖2可以看到,時效后SAC305/Ni/Cu界面IMC層厚度明顯小于SAC305/Cu界面。并且隨著焊點尺寸由小變大,界面IMC層厚度更薄,IMC的生長速率更小,其數值分別為8.60 nm/s1/2,2.54 nm/s1/2,2.17 nm/s1/2,1.25 nm/s1/2,即適當增大焊球尺寸也能夠抑制界面IMC的生長。
同時,亦有研究者對不同焊盤上IMC的生長速度進行了探究,ZHANG等人研究發現ImAg、ImSn、PbSn這3種焊盤上的焊點界面IMC隨著時效時間的延長厚度均會增加,但在等時間、等溫度的時效過程中IMC的生長速度差別不大。
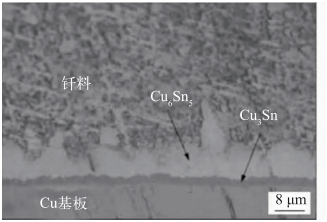
(a)SAC305/Cu界面
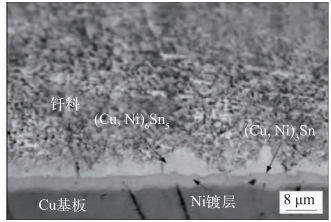
(b)SAC305/Ni/Cu界面
圖2 SAC305/Cu界面和SAC305/Ni/Cu界面IMC形態
此外,趙瑪麗通過在Cu基板表面電鍍不同鍍層系統研究鍍層元素以及回流溫度對Sn3Ag0.5Cu焊料界面反應的影響,發現Ag鍍層中的Ag元素具有較快的擴散速率,會加快焊點界面IMC形核速率,另外界面反應所形成扇貝狀IMC中的溝槽會成為Cu元素擴散的便利通道,也會進一步促進IMC的快速形成。Au鍍層中的Au元素的擴散速率則更快,會快速形成成分為AuSn4的IMC。但與前兩者形成鮮明反差的是,Ni鍍層中的Ni元素向熔融釬料擴散速率較慢,且形成的三元IMC不存在溝槽狀通道,因此在一定程度上抑制了IMC的快速生長。此外,在523~583 K的溫度范圍內,隨著回流溫度的升高,無鉛焊料在不同鍍層基板上反應加快,潤濕性能提高。在等溫時效過程中,化合物形貌逐漸生長轉變為平面狀。而非等溫時效時,焊料重結晶導致焊料基體形成更多晶界,進一步加快Sn、Cu原子的擴散,加快金屬間化合物的生長增厚,增大IMC生長速率。
ZHANG等人研究發現隨著時效時間和溫度的增加,焊點的內應力不斷變大,蠕變現象也變得更為嚴重。焊點的韌性和強度也會隨著時效時間的增加而線性下降。但在無鉛釬料中隨著銀含量的上升,焊點抗蠕變性能的穩定性有了一定的提高,其原因可能為第二相粒子(IMC)無鉛釬料在未時效時體積很小,可以有效抵抗晶界運動;然而在時效后,第二相粒子不斷長大,其釘扎晶格的能力下降,導致其抗蠕變性能下降。雖然相較于SnPb焊料,無鉛釬料的抗蠕變性能相對較好,但其時效后的性能卻不如SnPb。
從以上研究中可以看出,高溫時效會導致IMC的生長,而金屬間化合物層的增厚勢必會對焊點機械性能產生影響。時效溫度與時效時間作為重要的工藝參數,對于界面IMC的生長影響重大。通過合理設計與精確控制時效過程工藝參數,能夠在一定程度上提高焊點可靠性。此外,通過增大焊球尺寸及增加鍍層等工藝手段也能降低高溫時效對IMC界面的負面影響。
04
多次回流對返修可靠性的影響
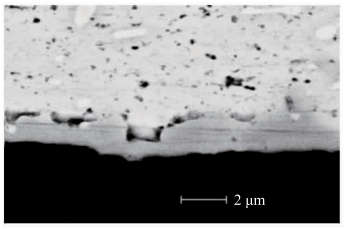
在芯片返修過程中,除高溫時效以外,多次回流焊也是影響芯片返修可靠性的重要因素。LIANG等人以Sn63Pb37、SnPb90和SAC305釬料為研究對象進行了一系列試驗,結果分析顯示,125 ℃時效和多次回流均會導致IMC形貌和微結構的變化。相比之下,高溫時效對于IMC層厚度增加產生的影響更為明顯。但球剪切試驗沒有顯示出任何明顯的脆化行為,IMC在10次回流和125 ℃高溫時效336 h后發生直接脆斷。Sn63Pb37、SnPb90含鉛釬料在時效及多次回流后剪切強度有所提高,但對于SAC305無鉛釬料BGA球的剪切變形和斷裂行為沒有產生明顯的影響。另外,時效及多次回流使得焊點IMC形貌趨于平滑,厚度有所增加,如圖3所示,同時使SAC305無鉛釬料焊點剪切強度和韌性略有下降。
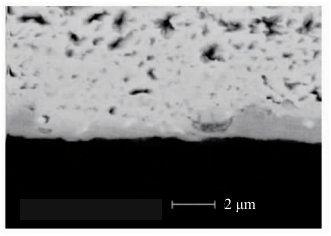
(a)初始狀態
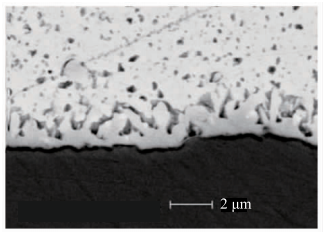
(b)3次回流后
(c)10次回流后
(d)125 ℃時效兩周后
圖3 SAC305無鉛釬料經不同熱處理后界面IMC形態
此外,研究者對多次回流過程中焊點界面IMC層的生長演變進行了觀察,KIM DAEGON等人通過試驗發現,在UBM焊盤上Sn63Pb37形成的IMC基本為Ni3Sn4,SAC305形成的IMC基本為Ni6Sn5,但隨著回流重熔時間的增加,在IMC與Ni-P層之間出現脆性富P層,界面處開始形成Ni3Sn4。但重熔時間(重熔時間從0~252 s)對焊點剪切性能影響不大,斷裂模式基本為脆性斷裂,原因是焊點中Ni3Sn4的形成和IMC脆性。
LIU等人通過試驗發現OSP焊盤上SAC387和Sn63Pb37形成的均為貝殼狀的Cu6Sn5,Ni/Au焊盤上SAC387形成長條狀(Cu,Ni)6Sn5,Sn63Pb37形成短棍狀Ni3Sn4。另外,隨著重熔時間的增加,IMC厚度也不斷變大,同時SAC387產生的IMC的厚度始終大于Sn63Pb37,OSP焊盤上IMC的厚度始終大于Ni/Au焊盤。而Cu-Sn組成的IMC生長主要由晶界擴散主導,Ni-Sn組成的IMC的生長則由晶界擴散和體擴散共同主導。
文惠東等人以63Sn37Pb、10Sn90Pb、5Sn95Pb及3Sn97Pb 4種不同成分的Sn-Pb凸點為對象,研究回流次數對凸點IMC形貌及力學性能的影響。多次回流后,Sn-Pb凸點界面IMC晶粒尺寸均逐漸增大,IMC層增厚。在10次回流后,3Sn97Pb和63Sn37Pb凸點界面處存在長軸狀凸起,5Sn90Pb和10Sn90Pb凸點界面處IMC層則較為平坦。回流次數的增加對于5Sn95Pb凸點的剪切強度影響較大,對其余3種Sn-Pb凸點剪切強度變化影響較小。
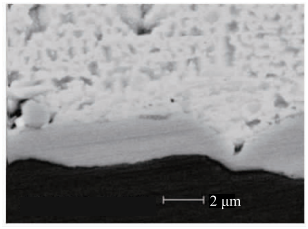
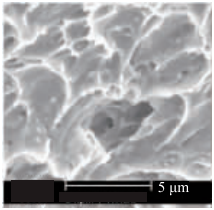
采用Sn3.5Ag0.5Cu釬料實現互連時,焊點可靠性與IMC層形態厚度緊密相關,而回流次數對于IMC形態的影響尤為顯著。吳豐順等人研究了回流次數對Sn3.5Ag0.5Cu焊點的幾何尺寸、界面形貌、拉伸強度及斷口形貌的影響。研究表明,隨著回流次數的增加,焊點寬度及IMC層厚度增加。經過多次回流后,IMC層Ni3Sn4針狀組織發生粗化。在多次回流后,Sn3.5Ag0.5Cu焊料的拉伸強度變化不大,回流后斷口形貌如圖4所示。對斷口進行研究分析發現,[敏感詞]次回流后,斷裂發生在焊料中,斷口中能夠觀測到許多韌窩以及撕裂棱,韌窩底部有沉積物,屬于塑性斷裂。多次回流之后,斷裂部分出現在焊料中,部分存在于UBM與焊料的界面之中。此時韌窩較小,撕裂棱逐漸趨平,斷口表面出現針狀及粗化的Ni3Sn4,在塑性斷裂發生后又發生了脆性斷裂。
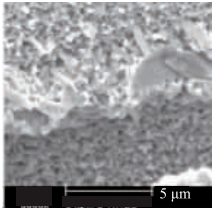

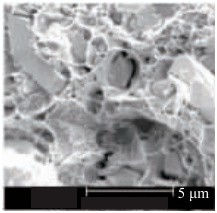
對于回流次數這一參數的重要影響,也有其他研究者進行了試驗探究。吳鳴等人探究了回流次數對SAC305無鉛釬料基體、焊點組織演變及可靠性的影響,發現多次回流使得焊點出現宏觀裂紋并不斷擴展,釬料內部β-Sn枝晶及共晶組織明顯粗化。這一粗化傾向與王小京及SHEN等人在試驗中的觀測一致。圖5為不同回流次數下SAC305釬料焊點的IMC層形貌,隨著回流次數的增加,過飽和析出的Cu6Sn5以及Sn塊逐漸消失。IMC層形貌由尖牙狀轉變為扇貝狀,且向Sn基側生長增厚,生長速率逐漸減緩。多次回流后,焊點剪切強度逐漸下降。通過對斷口形貌的分析并結合剪切強度的變化可知,釬料組織的粗化與脆性IMC的增厚使得剪切強度呈現下降趨勢,斷裂方式由韌性斷裂轉變為韌脆性混合斷裂。此外,文獻中還提及聶京凱、劉平以及GUO等人通過在釬料中復合添加Ni元素并進行多次回流,研究發現Ni元素的加入能夠有效改善焊點蠕變性能,提高剪切強度。
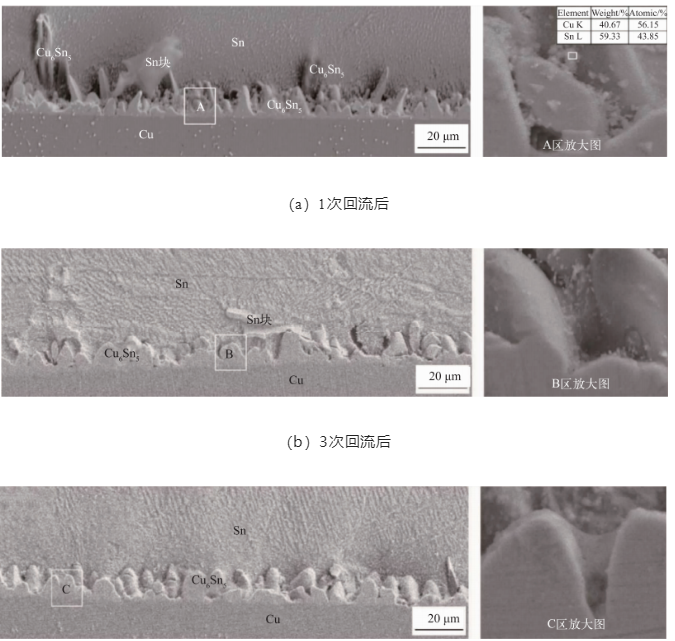
(c)5次回流后
圖5 SAC305焊點不同回流次數下的IMC形貌
此外,球柵陣列(BGA)封裝因其特點,難以實現高成功率及高可靠性返修。DARIAVACH等人研究了BGA組件的多次返修對其機械強度的影響以及可能導致的IMC脆性。分析發現在多次返修后,IMC厚度增加。在返修5次后,IMC厚度超過10 μm。返修后的IMC不再是純粹連續的Sn-Cu化合物,此時的IMC層由富Pb相、富Sn相和IMC混合而成。在圖6所示的BGA球剪切試驗中可以看出,經過不同返修次數的焊點在推剪 試驗后出現2種失效模式:[敏感詞]種是韌性斷裂,第二種是焊盤PCB分離。從焊點中發生的斷裂均為韌性斷裂,[敏感詞]次返修后焊點的剪切強度小幅下降,之后幾次變化不大,說明多次返修對焊點剪切強度的影響不大。
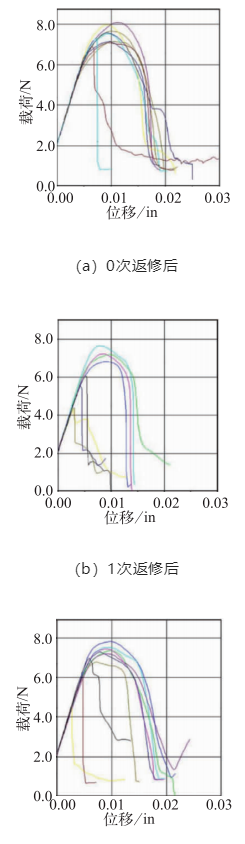
(c)2次返修后
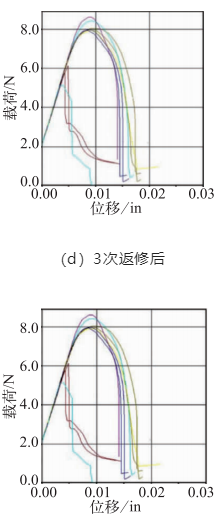
(e)5次返修后
圖6 不同返修次數后BGA焊球剪切試驗
焊盤PCB分離為典型的脆性斷裂,并且由此推斷出多次返修導致焊盤與PCB的連接強度顯著變低。DARIAVACH等人在4點彎曲試驗中發現在重熔2次之后焊點剪切強度顯著下降,說明多次返修導致焊點抗彎曲能力大幅度降低。主要的失效位置為PCB與焊盤連接處,亦有部分失效發生在焊盤上,說明IMC厚度的增加并未導致界面處的強度降低。但隨著返修次數的增加,銅墊與PCB板的結合強度降低,導致BGA組件可靠性有所下降。
為實際探究返修次數對元器件焊點產生的影響,CHAI等人對元器件的返修工作進行了模擬,發現多次返修后IMC厚度顯著增加。經過3次返修,TSOP使用Sn63Pb37進行焊接時,焊盤上的銅厚度減少量約為10 μm,使用SAC305進行焊接時,焊盤上的銅厚度減少量約為16 μm。2512貼片電阻使用Sn63Pb37進行焊接時,焊盤上的銅厚度減少量約為16 μm,使用SAC305進行焊接時,焊盤上的銅厚度減少量約為18 μm。對于TSOP元器件,使用Sn63Pb37進行連接時,高次數的熱循環不但會導致返修的元器件焊點開裂,相鄰元器件也會有一定程度的失效。而對于翼形引腳,裂紋從引腳后側上端萌發,沿著引腳生長,在趾部結束。對于片狀電阻,裂紋從可焊端上沿萌發,向下發散傳播。對于片狀電阻,不同的返修次數導致28%~80%的可靠性下降。對于TSOP元器件,Sn63Pb37的使用會導致一定程度的熱循環可靠性下降,而SAC305的使用對熱循環可靠性的影響不大。
另有研究者對于不同類型焊盤進行多次回流焊接,通過試驗實踐探究焊點性能變化。ZHONG等人通過試驗發現,在OSP焊盤上重熔次數9次之內時,IMC層厚度增加速度較快,在第9次重熔時,3種釬料產生的IMC厚度均約為8 μm,9次之后亦有增加,但趨勢變緩。其認為多次重熔對焊點的抗剪切能力影響不大。SAC305和Sn63Pb37無論經過多少次返修,斷口位置均位于焊盤的IMC層之上,Sn–3Ag–0.5Cu–8In在重熔2次之內時,斷口位置在IMC層。當重熔次數大于4次時,斷口位于焊盤與PCB界面。
MA等人發現,SAC305涂覆的焊盤在相同返修次數下IMC的厚度遠小于Ni/Au焊盤。NSMD焊盤在返修下的表現很差。返修后的BGA焊點在ATC(0~100 ℃溫度循環,10 ℃/min)條件下主要的失效模式是疲勞失效。返修后的通孔焊點在ATC條件下易產生桶狀斷裂。但由于焊點的主要失效位置已經由IMC層轉向了焊盤與PCB界面,返修后的BGA焊點在沖擊試驗下可靠性較好。
結合以上研究內容,返修過程中的多次回流焊對芯片可靠性存在負面影響。多次返修后,IMC厚度顯著增加,形貌及微觀結構發生變化,斷裂模式及斷裂位置發生改變,可靠性降低。通過優化設計及工藝以減少返修次數是減少多次回流焊導致的可靠性降低的最優途徑。此外,通過材料的合理選擇、匹配以及參數設置等方式,也能夠在一定程度上降低負面影響。
05
結 論
本文通過對國內外研究者對于芯片返修可靠性研究進展的概述,針對高溫時效及回流次數兩個因素對芯片返修可靠性的影響進行匯總分析,對芯片返修技術研究具有指導意義。所得主要結論如下。
(1)芯片返修可靠性的降低與返修過程中的高溫時效及多次回流過程密切相關。高溫時效與多次回流使得焊點界面IMC形貌及微結構發生改變。高溫時效促進IMC快速生長,脆性IMC的生長增厚使得返修可靠性降低。
(2)返修熱過程工藝參數對于界面IMC的生長影響重大。通過合理設計與精確控制熱過程工藝參數,能夠在一定程度上提高焊點可靠性。此外,通過增大焊球尺寸及增加鍍層等工藝手段也能降低高溫時效對IMC界面的負面影響。
(3)多次回流后焊點IMC層尺寸逐漸增大,釬料基體及界面組織發生粗化,IMC層增長速率逐漸放緩。不同焊盤及釬料組合在多次回流后表現各異。總體而言,回流次數的增加使得焊點拉伸強度或剪切強度呈現出下降趨勢。
(4)結合多次回流后斷口顯微組織圖分析可知,隨著回流次數的增加,部分焊點斷裂位置由IMC層轉移至焊盤與PCB界面,斷裂方式由韌性斷裂轉變為韌脆性混合斷裂。
(5)返修過程中的多次回流焊對芯片可靠性存在負面影響。通過優化設計及工藝以減少返修次數是減少多次回流焊導致的可靠性降低的最優途徑。通過材料的合理選擇、匹配以及參數設置等方式,也能夠在一定程度上降低負面影響。
免責聲明:本文轉載自“電子與封裝”,本文僅代表作者個人觀點,不代表薩科微及行業觀點,只為轉載與分享,支持保護知識產權,轉載請注明原出處及作者,如有侵權請聯系我們刪除。
友情鏈接:站點地圖 薩科微官方微博 立創商城-薩科微專賣 金航標官網 金航標英文站
Copyright ?2015-2022 深圳薩科微半導體有限公司 版權所有 粵ICP備20017602號-1
